Blog should have at least one update weekly (what we did
that week, what went well, what our problems were).
Report 3: (not due this Wednesday)
Make the molds: Do they work? Do we have to redesign it?
If yes: We redo report two.
Redo ghant chart? Nope.
Clothing:, underwear and socks.
Parts (progress/who):
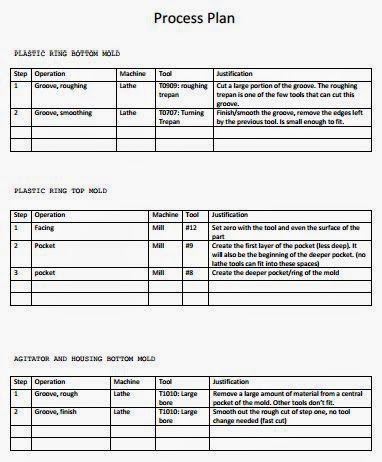
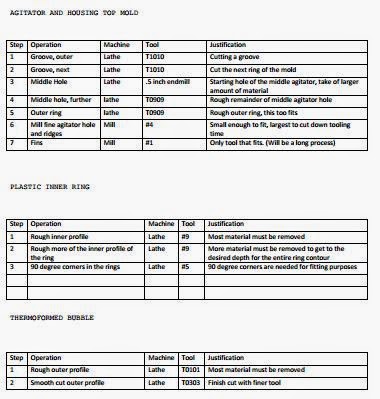
Top Ring (Andrea/Tyler/Ola)
Inner Ring (done)
Bubble (done)
Housing/agitator (Chee/Doug)
Clothes (Andrea/Jody)
To Do (By Tuesday):
n
Redesign SW of yoyo and molds (make the top
ring turnable [increase channel width to fit tools, minimum 0.08], increase the
circumference of housing to be flush with the upper ring, redo the agitator to
be thicker and shallower. Make sure to add fillets. Insert screw/nut hole)
o
Need to get the dimensions of the screw we’re
using.
n
Mastercam:
o
Agitator/housing (Chee and Doug work on this)
o
Top ring (Andrea/Tyler do the lathe, Ola is
doing the milling/engraving))
Tuesday:
n
Give the Daves our list to order (O-ring,
material for clothing)
n
Go over mastercam, redo if needed.
Wednesday
n
Machine all the molds